

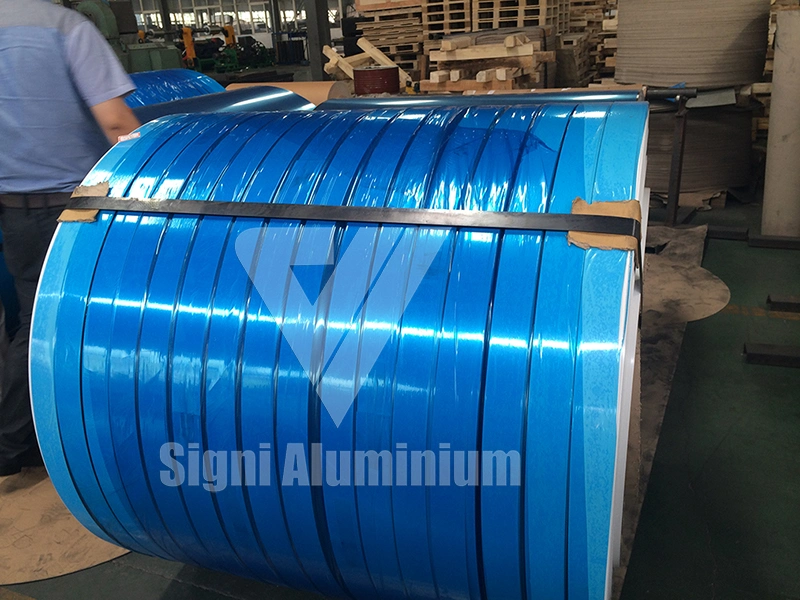
Tira/cinta de aluminio de borde redondo para transformador de bobinado seco
Tira/cinta de aluminio de borde redondo para transformador de bobinado seco La tira de transformador de borde redondo se
Descripción
Información básica.
| N º de Modelo. | 1050, 1060, 1070, 1100, 1350 |
| Aleación | Aleación |
| De | 100-1800 milímetros |
| IDENTIFICACIÓN | 150, 305 505 milímetros |
| Alargamiento | > 25% |
| Resistencia a la tracción | 60-90 MPa |
| Espesor | 0,3-2,4mm |
| Ancho | 16-1850 milímetros |
| temperamentos | oh |
| Aleación No. | 1050, 1060, 1070, 1100, 3003, 5052 |
| Paquete de transporte | Palet de madera |
| Especificación | banda |
| Marca comercial | letrero de aluminio |
| Origen | China |
| Código hs | 76061190 |
| Capacidad de producción | 12500 toneladas/mes |
Descripción del Producto
Tira/cinta de aluminio de borde redondo para transformador de bobinado secoLa tira de transformador de borde redondo se utiliza en transformadores para ingeniería eléctrica y en distribución de energía, es decir, en plantas y subestaciones de energía, en redes de distribución local, en energía eólica, plantas industriales y adaptadores de energía pertenecientes a dispositivos electrónicos.
1.Aplicación
Esta Especificación especifica el papel de aluminio utilizado como conductor para transformadores.
(en adelante abreviado como "lámina").
2.Dimensiones aplicables
La dimensión aplicable de la lámina deberá ajustarse a la tabla 1.
| tabla 1 | |
| Unidad : mm | |
| Espesor | 0,3 a 2,4 |
| Ancho | 25 a 1250 |
3.Esquema de la calidad
3.1 La composición química de deberá ajustarse a la tabla 2..
| Tabla 2 | ||||||||||
| Unidad de peso % | ||||||||||
| Y | fe | Cu | Minnesota | magnesio | cr | zinc | De | Otros | Alabama | |
| Individual | Total | |||||||||
| máx. 0,2 | máx. 0,25 | máx. 0,04 | máx. 0,03 | máx. 0,03 | - | máx. 0,04 | máx. 0,03 | máx. 0,03 | - | mín. 99,65 |
3.2 Las propiedades mecánicas y la conductividad eléctrica se ajustarán a la Tabla 3.
| Tabla 3 | ||||
| Espesor | Resistencia a la tracción N/mm2(MPa) | Alargamiento % | Doblado 180 pandeo radio interior | Conductividad eléctrica % a 20°C |
| Más de 0,3 a 0,5 | Menos de 75 | 25min. | Contacto cercano | 62,5 minutos |
| Más de 0,5 a 0,8 | Menos de 75 | 30 minutos. | Contacto cercano | 62,5 min. |
| Más de 0,8 a 1,3 | Menos de 75 | 35min. | Contacto cercano | 62,5 min. |
| Más de 1,3 a 2,0 | Menos de 75 | 35min. | Contacto cercano | 62,5 min. |
| Más de 2,0 a 2,4 | Menos de 75 | 35min. | Contacto cercano | 62,5 min. |
3.3 Las dimensiones deberán ajustarse a la Tabla 4, que indica las tolerancias dimensionales.
| Tabla 4 Unidad : mm | |||||
| Espesor | Tolerancia en espesor | Tolerancia en ancho | |||
| Valor garantizado | - | 25 a 300 | Más de 300 a 600 | Más de 600 a 1250 | |
| Más de 0,3 a 0,5 | ±0,02 | ±0,3 | ±0,5 | ±1,0 | |
| Más de 0,5 a 0,8 | ±0,03 | ±0,3 | ±0,5 | ±1,0 | |
| Más de 0,8 a 1,3 | ±0,04 | ±0,3 | ±0,5 | ±1,0 | |
| Más de 1,3 a 2,0 | ±0,04 | ±0,3 | ±0,5 | ±1,0 | |
| Más de 2,0 a 2,4 | ±0,05 | ±0,3 | ±0,5 | ±1,0 | |
3.4 El diámetro interior, el diámetro exterior y el peso unitario deberán ajustarse a la Tabla 5.
| Diámetro interno | Diámetro exterior | Observaciones |
| 150 mm, 305 mm | 1200 mm | Núcleo de papel. Se podría hablar de una demanda especial. |
| 505mm | ||
| Nota: La clasificación de la Tabla 5 puede ignorarse si se especifica lo contrario. O dependiendo de los requisitos del cliente. | ||
3.5 La deformación de la bobina deberá ajustarse a la Tabla 6.
Tabla 6.
| - | - |
| Deformación del diámetro interior. | (Máx. - Mín.) < 10 |

Anterior: Buen proceso de producción Bobina de aluminio con acabado espejo 3003 H24 3104 H19
Próximo: Corrosión
Nuestro contacto
Enviar ahora




